Veröffentlichung im Auftrag von Commerce Resources Corp. und Zimtu Capital Corp.
In unserem letzten Artikel wurden die gegensätzlichen Unternehmensstrategien im Markt für Seltene Erden (“Rare Earth Elements” aka “REE”) diskutiert, damit die zugrundeliegenden Motive besser verstanden werden. Ich kam zur Schlussfolgerung, dass die Produktion eines gemischten REE-Zwischenprodukts (“intermediate mixed REE product”) die zu bevorzugende Strategie ist – im Gegensatz zur Strategie der separierten Oxid-Produktion – und dass ein einfacherund kostengünstiger Flowsheet diese Strategie erst praktikabel macht.
Am Schluss des letzten Artikels wurde eine einfache Grafik der Materialmenge (Tonnage/Volumen) von zahlreichen REE-Entwicklungsprojekten präsentiert, welche in die Extraktionsphase gehen, woraufhin die mineralische Erz-Weiterverarbeitung (“processing”) und Veredelung (“upgrading”) beginnt, in denen die Säure zum Einsatz kommt; sodass der Leser über die Downstream-Flowsheet-Auswirkungen nachdenken konnte. Heute möchte ich diese “Auswirkungen” im Detail besprechen und darüberhinaus aufzeigen, wie die Realisierbarkeit eines Projektes eng mit dem Säure-Verbrauch zusammenhängt.
Säure ist gewöhnlich ein übersehener Aspekt in der Beurteilung einer REE-Lagerstätte, obwohl es oftmals der grösste Betriebskostenblock des Projektes darstellt. Säuren sind teure Chemikalien, die für diverse Verarbeitungstechniken vonnöten sind und ein bedeutender Bestandteil eines jeden REE-Flowsheets repräsentieren – unabhängig von der Art des Muttergesteins oder der Mineralogie. Säuren werden auf unterschiedlichste Arten und Weisen innerhalb eines Flowsheets verwendet, wobei der grösste Verbrauch in der Extraktionsphase anfällt, wenn die REEs im soliden “Feed” löslich gemacht werden (d.h. sie werden in Lösung gebracht). In der Extraktionsphase fallen typischerweise auch die grössten Gesamt-Betriebskosten ($/Tonne) eines Projektes an, sodass dort der grösste Einfluss auf die Betriebsmargen ausgeübt wird.
Um den Charakter eines REE-Flowsheets wirklich zu verstehen, muss daher die Masse (d.h. Tonnage) des “Feeds” (oftmals falsch als “Volumen” bezeichnet) verstanden werden, welche in die Extraktionsphase geht – und zwar im Vergleich zum abgebauten Erz, sowie die Menge an Säure, die vonnöten ist, um mit diesem “Feed” chemisch zu reagieren.
Der Rest des heutigen Updates zielt darauf ab, die Rolle der Säure im Flowsheet zu diskutieren, sowie die Auswirkungen der Säure in Bezug auf die Realisierbarkeit eines REE-Flowsheets, wobei zudem veranschaulicht werden soll, weshalb dies in Bezug auf die wirtschaftliche Machbarkeit eines Projektes so wichtig zu verstehen ist.
Am Schluss kann zudem ein wenig Grundwissen über Säuren und Basen gefunden werden, sodass nun mit der Diskussion des Säure-Einsatzes in der REE-Weiterverarbeitung (“REE processing”) begonnen werden kann.

Säure-Einsatz in der REE-Weiterverarbeitung
Um zu verstehen, wie und warum Säuren in der REE-Weiterverarbeitung eingesetzt werden, ist ein Verständnis der 3 Haupt-Verarbeitungsphasen vonnöten: Mineralische Verarbeitung (“mineral processing”), Extraktion und Haupt-Gewinnung (“extraction and bulk recovery”), sowie Separation (“separation”).
Mineralische Verarbeitung beinhaltet die Zerkleinerung (Feinstmahlung bzw. “grinding”) und die anschliessenden Methoden der mineralischen REE-Gewinnung (“recovery”) und Veredelung (“upgrading” oder “beneficiation”) zum Mineral-Konzentrat. Dies wird dadurch erreicht, indem die physikalischen Eigenschaften der Minerale ausgenutzt werden (mit Hilfe von Gravitation, Magnetik, Elektrostatik, Flotation, etc.). Chemische Veredelung kann auch dazu verwendet werden, um die (tauben) Gangminerale gezielt mit Säuren oder Basen anzugreifen.
Die nächste Phase ist Extraktion und Haupt-Gewinnung, in der das Produkt der mineralischen Verarbetung (also das Mineral-Konzentrat oder das geförderte Minenerz bzw. “whole ore”, wenn kein “Upgrading” möglich ist) chemisch angegriffen wird, um lösliche REE-Bestandteile zu bilden. Nachdem Verunreinigungen teilweise entfernt wurden, ist das Ergebnis ein rohes (“crude”) REE-Ausfällungsprodukt (“precipitate”) mit einer gewünschten Reinheit, wie z.B. ein gemischtes REE-Karbonat (“mixed rare earth carbonate”).
Die 3. Phase ist Separation, in welcher der rohe Mineralniederschlag (“crude precipitate”) zu separierten REOs (“rare earth oxides”) weiterverarbeitet wird, um den Anforderungen bzw. Spezifikationen der Endkunden zu entsprechen.
Eine Raffinierungs- (“refining”) Phase kann nach der Separation folgen, in der bestimmte separierte REOs zu Endprodukten mit höchster Reinheit aufbereitet werden und die sehr enge Spezifikationen besitzen (z.B. Autokatalysatoren, Poliermittel, polishing agents, Leuchtstoffe bzw. “phosphors”).
Säuren werden während dem gesamten REE-Flowsheet eingesetzt – vorwiegend jedoch in den Extraktions- und Separationsphasen – und zwar in einer Vielzahl von Methoden und Phasen, um die Zielminerale oder -elemente aufzulösen bzw. in Lösung zu bringen. Allerdings ist es bei allen REE-Flowsheets so, dass die grössten Säure-Mengen typischerweise im Extraktionskreislauf (Hydrometallurgie) konsumiert werden, wo Säure mit dem “Feed”-Material reagieren muss, damit die REEs in Lösung gebracht werden können. Abhängig von der Art der zu benutzenden Säure, ihrem Marktpreis, dem Gehalt des Mineral-Konzentrats (sofern nicht ganzes Erz) und den vorhandenen Gangmineralen kann der gesamte Säure-Verbrauch bei einigen Flowsheets schnell mehr als $200 pro Tonne gemahlenes Erz veranschlagen. Dies macht es zur höchsten Priorität, den Säure-Verbrauch in einem REE-Flowsheet zu minimieren.
Das Ziel der Säure-Hinzufügung zum Beginn der Extraktionsphase (typischerweise bei hohen Temperaturen von 200-300°C) ist es, die REEs in lösliche Form umzuwandeln. Diese chemische Reaktion scheidet die REEs aus dem festen Mineral-Zustand aus und erlaubt es ihnen, in eine wässrige Lösung überzugehen, aus welcher sie alsdann von anderen Verunreinigungen isoliert werden können. Der Prozess der Säure-Reaktion produziert typischerweise einen soliden “Kuchen” (“cake”), der sofort wasserlösliche REEs beinhaltet, wobei man oftmals eine “Wasser-Lauge” (“water leach”) erkennen kann. Es ist diese Wasser-Lauge, welche die Elemente (REEs und Verunreinigungen) in Lösung bringt. Alle REE-Projekte müssen durch eine Variation dieser Phase gehen, einschliesslich der Clay-Lagerstätten aus Süd-China (bei denen H2SO4 oder Ammoniumsulfat (NH4)2SO4 eingesetzt wird, um die Ionen-adsorbierten REEs elulierend (auswaschend; d.h. auslaugen) in Lösung zu bringen. Dies macht den Säure-Verbrauch in der Extraktionsphase zu einer guten Metrik für den relativen Vergleich der meisten REE-Projekte.
Die Mineralogie (REE und Gangminerale) und die Natur des “Feeds” (gefördertes Ganz-Erz vs. Mineral-Konzentrat) bestimmt die Auflösungsmethode. Hochgradige Monazit- oder Xenotim-Konzentrate können “gecracked” werden, indem die stark alkalische (Base) Chemikalie Natriumhydroxid (Natronlauge) eingesetzt wird (so wie es gewöhnlich auch bei Strandsand-Lagerstätten gemacht wird). Obwohl diese alkalische Methode sehr effektiv sein kann, so ist sie nicht sehr verbreitet, da nur sehr wenige Lagerstättenarten und Mineralogien dazu imstande sind, ein hochgradiges (>50% TREO) und sauberes Monazit-/Xenotim-Konzentrat zu produzieren. Allerdings gehört die Ashram Lagerstätte von Commerce Resources Corp. zu den Wenigen, bei der die Natronlauge als Option in der Extraktionsphase evaluiert werden kann, da sich der Gehalt ihres Mineral-Konzentrats weiter verbessert.
Alternativ werden Bastnäsit-Konzentrate aus China gewöhnlich mit Schwefelsäure angegriffen, woraus REE-Schwefelbestandteile entstehen, die sofort wasserlöslich sind. Bei einer anderen Methode wurde Salzsäure bei der Mountain Pass Mine (USA) eingesetzt (im Anschluss einer hoch temperierten Röstung eines 60% REO Bastnäsit-Konzentrats). Bei REE-Entwicklungsprojekten ist die Schwefelsäure die am häufigsten eingesetzte Säure für die Material-Auflösung (im Anschluss an die mineralische Verarbeitungsphase), da sie effektiv eine Vielzahl von Mineralen angreift.
Schwefelsäure hat stark korrosive Eigenschaften, was es ideal für die Auflösung von einer Reihe von “Feed”-Arten in der Extraktionsphase macht, bei der lösliche Schwefelbestandteile entstehen. Sie ist auch relativ kostengünstig, in grossen Mengen verfügbar, kann sicher gehandhabt und transportiert werden, und ist beim Aufbrechen von sehr feuerfesten (“highly refractory”) Mineralen höchst effektiv (bei hohen Temperaturen). Ein weiterer Schlüsselvorteil ist, dass Sulfat ein solides Abfallprodukt zur Entsorgung bildet (im Gegensatz zu flüssigen Abfallprodukten, die beim Einsatz von Chlorid- und Nitrat-Reagenzien entstehen).
Eine Auflistung von gebräuchlichen Säuren und Basen, die einem typischen REE-Flowsheet zum Einsatz kommen, sind in der Tabelle auf der nächsten Seite wiedergegeben.

Säuren und Basen sind kommerziel nur in einem engen Bereich von Standardkonzentrationen verfügbar; Salzsäure (37%) und Schwefelsäure (98%) sind gute Beispiele, wobei unterschiedliche Konzentrationen durch Verwässerung mit Wasser erreicht werden können. Höhere Konzentrationen sind aufgrund einer Vielzahl von Gründen begrenzt. HCl, zum Beispiel, geht vom flüssigen zum gasförmigen Aggregatzustand bei einer Konzentration von mehr als ca. 37% über, sodass sie gewöhnlich in Konzentrationen von 32-37% kommerziell verfügbar sind.
Um die Angelegenheit in Bezug auf HCl noch verwirrender zu machen: Hydrometallurgen äussern sich über ihren Verbrauch in einem Flowsheet “auf 100% HCl Basis”. Dies entspricht etwa der 2,7-fachen Konzentration der kommerziell verfügbaren Salzsäure, was bedeutet, dass wenn der Verbrauch 100 kg/t (100% HCl Basis) ist, das Volumen etwa 2,7 mal höher ist, um eine 37%ige wässrige Lösung zu erzielen. Die gute Nachricht ist, dass die Ausdrucksweise in “100% Basis” für HCl standardmässig in der REE-Branche verwendet wird.
Ein weit verbreiteter Irrglaube ist, dass ein Unternehmen die Säure in flüssiger Form transportieren muss, was nicht immer der Fall ist. Zum Beispiel: Die Notwendigkeit von HCl in einem Kreislauf bedeutet nicht, dass ein Unternehmen haufenweise flüssiges HCl übers Land und/oder Meer zur Hydrometallurgie-Anlage transportieren muss, da sie auch aus solidem Zustand erzeugt werden kann, was zu einer deutlichen Kostenreduzierung beim Transport und bei der Lagerung führt (z.B. Calciumchlorid). Es gibt auch diverse Methoden, um HCl im Kreislauf zu recyclen, sodass der Netto-HCl-Verbrauch reduziert wird.
Eine ähnliche Möglichkeit gibt es auch für Schwefel, bei der elementares Schwefel (S) zum Einsatzort transport wird und etwa ein Drittel der Tonnage/Volumen von flüssiger Schwefelsäure ausmacht. Eine Anlage kann vor Ort gebaut werden, um dieses elementare Schwefel in Säure umzuwandeln, woraus auch einiges an Netto-Energie als Bonus für das Gesamt-Projekt erzeugt werden kann. Negativ wären die erhöhten Vorab-Kapitalaufwendungen (CAPEX), um die Anlage zu bauen, wobei niedrigere Betriebskosten (OPEX) die positive Folge ist.
Jede Säure und Base ist chemisch gesehen einzigartig, wobei sie auch auf einzigartige Weisen und Grade Materialien angreifen können. Zum Beispiel sind Salpetersäuren und Schwefelsäuren beides sehr starke Säuren; allerdings greifen sie Materialien nicht mit der gleichen Effizienz an und verhalten sich chemisch nicht gleichartig.
Obwohl jede Säure und Base einzigartig ist (Prinzipien wie “Normalität” und “Molarität” werden bei noch gründlicher Beurteilung verwendet), so werden deratige Prinzipien für eine Beurteilung hier nicht benötigt, weil alles, was in einem REE-Flowsheet wirklich zählt (abgesehen davon, dass Säuren/Basen überhaupt effektiv sind), sind die verbrauchte Tonnage und die entsprechenden Kosten (Einkauf, Transport, Lagerung, Handhabung).
Projekt-Vergleich
Um weiter zu verstehen, warum der Säure-Verbrauch in einem typischen REE-Flowsheet für die Wirtschaftlichkeit eines Projektes so wichtig ist, würde ich mich gerne zurück auf die OPEX eines Projektes beziehen.
Wie Sie ggf. selber schon festgestellt haben, ist es ein schwieriges Unterfangen, die Gesamt-OPEX eines Projektes mit andren Projekten angemessen zu vergleichen. Es ist nicht so einfach, dass man die $ pro geförderte Tonne oder $ pro produziertes Kilogramm REO direkt mit anderen Projekten vergleichen kann. Das liegt daran, dass Projekte zu unterschiedlichen Verarbeitungsphasen enden und Produkte erzeugen, die in Form, Produktionskosten, Reinheit und Verkaufswert stark variieren können (z.B. die 2 gegensätzlichen Strategien der invididuellen separierten REOs vs. einem gemischten REO-Konzentrat). Das ist etwas, das bei jeder vergleichenden Beurteilung zwingend verstanden werden muss. Einfach ausgedrückt: Die OPEX eines Projektes müssen zurück zur finalen Phase der abgeschlossenen Metallurgie in Bezug gebracht werden; jedoch ist dies in den Veröffentlichungen der Unternehmen nicht immer klar veranschaulicht. Zum Beispiel sind die OPEX bis zu 200-300% höher bei separierten Oxid Strategien als wie bei denjenigen, die ein marktfähiges Zwischenprodukt (gemischtes REOs) produzieren.
Wie bereits erwähnt ist der grösste OPEX-Bestandteil eines jeden REE-Flowsheets fast immer der Reagenzien-Verbrauch (d.h. Säure) in der Extraktionsphase. Daher hilft es bei der Beurteilung der Metallurgie eines Projektes, die zu verbrauchende Tonnagen zu verstehen und weshalb diese benötigt werden, sodass schlussendlich die Wirtschaftlichkeit des Projektes an sich verstanden werden kann. Ein Verständnis über den Reagenzien-Verbrauch und -Kosten kann als effektives Mittel betrachtet werden, um frühzeitig einen Einblick in die wirtschaftliche Machbarkeit eines Projektes zu gewinnen, sowie als allgemeine Metrik zum Vergleich zwischen Projekten.
Leider ist es schwierig bis unmöglich, den Säure-Verbrauch direkt mit anderen REE-Projekten zu vergleichen. Die Offenlegung der Unternehmen ist derat nebulös, dass der Säure-Verbrauch gewöhnlich gar nicht erst veröffentlicht wird, oder nur unvollständig, sodass ein Vergleich gar nicht möglich ist (z.B. ist der Verbrauch relativ zum geförderten Erz oder zum Mineral-Konzentrat?). Somit ist ein quantitativer Vergleich schlicht und ergreifend nicht praktikabel.
Allerdings sind wir noch immer dazu in der Lage, diesen Aspekt eines Flowsheets indirekt zu beurteilen, und zwar basierend auf den Lagerstätten-Eigenschaften wie Mineralogie und Metallurgie – namentlich die mineralische Verarbeitungsphase, in welcher die grössten Auswirkungen auf den Downstream-Säure-Verbrauch verursacht werden. Solche zusätzlichen Beurteilungs-Metriken helfen dabei, “Rote Flaggen” oder sonstige sachdienliche Hinweise zur wirtschaftlichen Machbarkeit eines Projektes zu identifizieren.
In Hinsicht auf die Offenlegung der REE-Unternehmen gibt es auch Ausnahmen von der Regel. So ist Commerce Resources ein Beispiel für hohe Transparenz beim Säure-Verbrauch. Da diese Informationen entscheidend für die Machbarkeit eines Projektes sind, kann angenommen werden, dass ein Fehlen dieser Transparenz unverzüglich eine “rote Flagge” repräsentiert.
Das Hauptmittel zur Reduzierung des Säure-Verbrauchs im Flowsheet ist die Reduzierung der Masse, die mit der Säure in Kontakt gebracht wird (d.h. Upgrade/Veredelung zu einem Mineral-Konzentrat). REE-Lagerstätten, die von Silikaten (d.h. granitisch) dominiert sind, haben typischerweise eine komplexe und ungewöhnliche REE-Mineralogie, die noch nie zuvor auf kommerzieller Ebene verarbeitet wurde (z.B. Eudialyt, Kainosit, Allanit, Zirkon); somit kann aus ihnen typischerweise kein hochgradiges Mineral-Konzentrat produziert werden. Andererseits haben Lagerstätten, die von Karbonaten dominiert sind, typischerweise eine simple und wohlverstandene Mineralogie (v.a. Monazit, Bastnäsit), aus der ein hochgradiges Mineral-Konzentrat (>30% TREO) produziert werden kann. Diese Fähigkeit, ein >30% TREO Mineral-Konzentrat herstellen zu können, eliminiert den Grossteil der säurekonsumierenden Minerale, wodurch sich typischerweise der gesamte Säure-Verbrauch im Vergleich zu anderen Lagerstätten signifikant reduzieren lässt (d.h. weniger kg/t Erz oder kg/REO, sowie weniger Gesamt-Verbrauchsmengen). Obwohl Silikat-Lagerstätten taube Gang-Mineralgefolge beheimaten, die weniger Säure im Vergleich zu Karbonaten konsumieren, so beeinflusst jedoch ihre Unfähigkeit, diese REE-Minerale in einem hochgradigen Mineral-Konzentrat anzureichern, den Vorteil auf negative Weise.
Der signifikante Vorteil von Karbonaten, zu einem Mineral-Konzentrat veredelbar zu sein, wird auch durch die Weltproduktion reflektiert, sowohl historisch als auch gegenwärtig, da diese Gesteinsart dominiert. Da mineralische Verarbeitung nur kleine Mengen an Säure benötigt (z.B. zur pH-Aufrechterhaltung während der Flotation), so fallen auch nur die niedrigsten Kosten von allen 3 Phasen an, wobei sie jedoch die “Feed”-Tonnage bestimmt, die bei der Downstream-Verarbeitung anfällt und somit die grössten Auswirkungen auf die gesamte Flowsheet-Wirtschaftlichkeit hat. Das bedeutet: weniger gefördertes Material muss mit Säure in der Extraktionsphase in Kontakt gebracht werden, was alsdann bedeutet, dass weniger Säure-Tonnage pro Jahr benötigt wird und so OPEX und CAPEX reduziert werden.
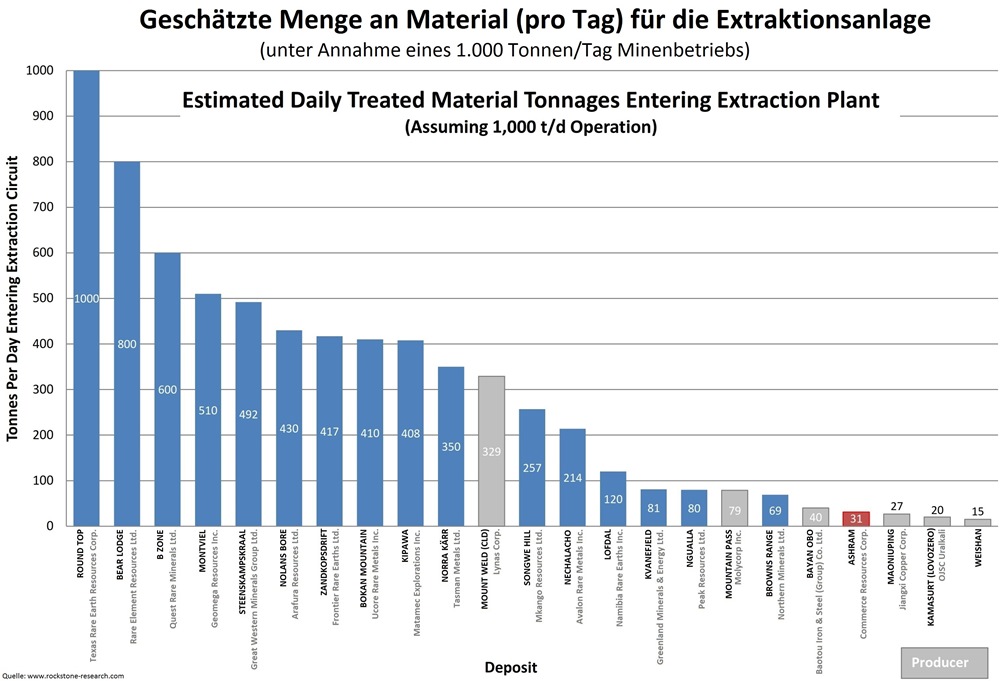
Die folgende Grafik, die auch im letzten Artikel ähnlich vorkam, veranschaulicht diese simple Idee. Zum direkten Vergleich wird ein Minenbetrieb mit 1.000 Tonnen Erz pro Tag angenommen, um mit den resultierenden ”Feed”-Tonnagen/Tag vor Augen zu führen, mit wieviel Masse jedes Projekt in die Extraktionsanlage gehen würde (basierend auf ihrer Fähigkeit, ein mineralisches Konzentrat herstellen zu können). Die Projekte mit der geringsten Tonnage, die in die Extraktionsanlage gespeist werden muss, veranschlagen mit hoher Wahrscheinlichkeit auch bei der Downstream-Weiterverabeitung die niedrigsten Kosten, weil sie das meiste taube Ganggestein bereits erfolgreich während der vorherigen mineralischen Verarbeitungsphase entfernt haben. Basierend auf dieser Methode ist die Ashram Lagerstätte von Commerce Resources der klare Gewinner, da nur halb so viel Material weiterverarbeitet werden muss wie das zweitplatzierte Entwicklungsprojekt. Daher überrascht es auch nicht, dass Ashram in dieser Hinsicht die meisten Ähnlichkeiten mit den aktuellen Produzenten hat; die ihre Lagerstätte ähnlich stark reduzieren können.
Lagerstätten, die dazu in der Lage sind, erfolgreich zu einem hochgradigen Mineral-Konzentrat veredelbar zu sein, werden einen grossen Vorteil in Hinsicht auf einen wirtschaftlichen Metallurgie-OPEX und -CAPEX haben. Dies wird besonders dann deutlich, wenn grosse REE-Minen in der Gegenwart und Vergangenheit betrachtet werden, die allesamt ein >30% TREO Mineral-Konzentrat (Bayan Obo, Mountain Pass, Maoniuping, Weishan, Kamasurt) vorweisen konnten; mit Ausname von den Ion-Adsorb-Lagerstätten in Süd-China.
Die Haupt-Triebkraft hinter diesen REE-Minen, ein hochgradiges Mineral-Konzentrat zu produzieren, ist schlichtweg die resultierende Reduzierung der Verbrauchsmaterialien und entsprechenden OPEX; d.h. Säure-Verbrauch! Die Grafik veranschaulicht auf eindringlichste Weise, dass die aktuellen Produzenten (v.a. die seit langem etablierten Produzenten) weniger als 5% ihrer ursprünglichen Lagerstätten-Masse downstream weiterverarbeiten.
Die Reduzierung der Masse in der mineralischen Verarbeitungsphase wird ebenfalls grosse Auswirkungen auf die Grösse des Extraktionskreislaufs (“front-end extraction circuit”) haben, in dem der “Feed” verarbeitet wird – was wiederum signifikante Auswirkungen auf die CAPEX des Projektes haben wird, da ein grösserer Kreislauf mehr Platz und mehr Equipment bedeutet. Somit ist nicht nur der geringere Säure-Verbrauch ein positives Resultat (weil einfach weniger Material in Säure aufgelöst werden muss), sondern darüberhinaus hat ein Mineral-Konzentrat auch kleinere Downstream-Chemiekreisläufe zur Folge, die weniger Equipment (reduzierte CAPEX), kleinere Lagerhaltungsanforderungen (reduzierte CAPEX), sowie weniger Anforderungen bei Material-Transport und -Handhabung (reduzierte OPEX) mit sich bringen.
Ein weiterer wichtiger Faktor ist, dass Karbonatit-Lagerstätten typischerweise weniger Material abbauen müssen, um die gleiche Produktionsmenge wie andere Lagerstättenarten zu erzielen, weil sie charakteristischerweise höhere Mineralisationsgehalte haben. In Kombination mit oftmals vergleichsweiser komplexer Mineralogie, was zu einer schwierigen mineralischen Verarbeitung führt, so ist der Säure-Verbrauch von z.B. einer typischen Silikat-Lagerstätte wesentlich schwieriger zu reduzieren als bei einer Karbonat-Lagerstätte. Dies bringt uns zurück zum Punkt der Schwierigkeiten bei der Material-Handhabung, denen grosse säureverbrauchende Projekte konfrontiert sind. Ganz zu schweigen von der simplen Metrik von Säure-Verbrauch in kg pro kg Erz, so kann schon das schiere Ausmass an Tonnage/Volumen für Transport, Lagerung und Handhabung nicht praktikabel sein.
Das Vorhandensein von Karbonaten in Karbonatit-Lagerstätten hat auch einen anderen signifikanten Vorteil gegenüber allen anderen REE-Lagerstättenarten, da sie die Fähigkeit erlauben, die von der Hydromet-Anlage verursachten säurehaltigen Abfallprodukte (Abraum; “tailings”) zu neutralisieren.
Nicht-Karbonat-Lagerstätten bieten diese Möglichkeit nicht, sodass sie vom Einkauf und Transport von Calciumoxid (oder einer anderen Base) abhängig sind. Das ist ein weiterer Grund, weshalb das Veredeln/Upgrading zu einem Mineral-Konzentrat der Schlüssel für das Flowsheet eines Projektes ist; die reduzierte Tonnage an “Feed”-Material reduziert nämlich auch die Menge an Flüssigkeiten bzw. Abfallprodukte, die neutralisiert werden müssen. Dies ist ein gewaltiges Problem für entfernt gelegene Nicht-Karbonat-Lagerstätten, das oftmals nur schlecht verstanden und von Unternehmen armselig offengelegt wird.
Es gibt immer Ausnahmen von der Regel, wobei eine wäre, dass eine sehr geringe Anzahl von Silikat-Lagerstätten, die nicht einfach ein Mineral-Konzentrat herstellen können, etwas von dem resultierenden Mehr-Säure-Verbrauch reduzieren können, wenn ihre REE-Mineralogie zulässt, dass selektive Auslaugung (“selective leaching”) aus dem tauben Gangmaterial möglich ist. Dies kann den Säure-Verbrauch, um die REEs aus dem “Feed”-Material zu lösen, signifikant reduzieren.
Die Kipawa Lagerstätte von Matamec ist ein Beispiel, da Eudialyt (ihr dominantes REE-Mineral) bei niedrigen Temperaturen und Säure-Konzentrationen selektiv vom Gangmaterial gelöst werden kann. Die Kipawa Lagerstätte ist ein fortgeschrittenes Dy-Y-Projekt, das jedoch aufgrund einem niedrigen Gesamt-REO-Gehalt, kleiner Tonnage und einer REE-Mineralogie, die noch nie zuvor auf kommerzieller Ebene verarbeitet wurde, eingeschränkt ist – alles zusammen genommen dürfte eine Rolle dabei gespielt haben, dass sich ihr Joint-Venture Partner (Toyota Tsusho) aus dem Staub gemacht hat.
In Bezug auf Silikat-Lagerstätten, die sich in der Entwicklung befinden, haben nur sehr wenige diese potentielle Fähigkeit, um die REE-Minerale selektiv aus dem Gangmaterial auszulaugen.

Schlussfolgerung
Es gibt viele Faktoren, welche in die Beurteilung eines REE-Projektes fliessen. Gehalte und Tonnage sind einfach nicht ausreichend, was im krassen Gegensatz zu den meisten anderen Rohstoffen steht (siehe vorherigen Artikel mit Titel “Seltene Erden Lagerstätten: Ein einfaches Mittel zur vergleichenden Beurteilung”). Die REE-Branche ist nicht so simpel wie Eisenerz oder Gold, da es unzählige Komplexitäten gibt, die aus jeder REE-Lagerstätte eine einzigartige Mischung an kritischen Attributen macht.
Ich bevorzuge es, meinen Fokus auf Unternehmen zu richten, die ihr Geld dorthin stecken, wo auch die grössten Auswirkungen auf die Realisierbarkeit des Projektes stattfinden. In der REE-Branche ist dies ohne Frage die Metallurgie. Es ist einfach nicht genug, wenn ein Unternehmen sagt, dass sie ein Flowsheet haben, das funktioniert. Sicherlich ist dies eine Errungenschaft; jedoch ist es nicht die, auf die es ankommt. Die ultimative Errungenschaft ist ein kostengünstiger und schlussendlich wirtschaftlicher Flowsheet. Das ist, worauf es im Grunde genommen beim ersten Schritt ankommt, und viel zu oft gerät dies in Vergessenheit.
Dies ist auch der häufigste Grund in der REE-Branche, dass die Lichter früher oder später ausgehen, wobei der Flowsheet von einigen Explorationsunternehmen nicht ernst genug genommen wird (bemerkbar an den offensichtlich fehlerbehafteten Geschäftsstrategien und dem schieren Mangel an fokussierten Arbeiten am Flowsheet).
Ein wertvolles Werkzeug für einen Investor, das hilft, diesen Aspekt zwischen REE-Projekten zu erkennen, ist die Menge an abgeleitetem Säure-Verbrauch (“inferred acid consumption”), die ein Flowsheet benötigt. Da die “Feed”-Auflösung in der Extraktionsphase die grössten Mengen an Säure in einem typischen Flowsheet konsumiert, ist es essenziell, die REE-Minerale auf ein kleineres Volumen zu konzentrieren, und zwar durch die Erzeugung eines Mineral-Konzentrats in der vorausgehenden mineralischen Verarbeitungsphase. Die Entfernung von säurekonsumierenden Gangmineralen durch physische mineralische Verarbeitung ist der ideale Weg, den gesamten Säure-Verbrauch zu reduzieren, und wird die grössten Auswirkungen auf den CAPEX und OPEX eines Flowsheets haben; aufgrund der Grösse des Kreislaufs und der Menge an benötigten Equipment (CAPEX) und der Tonnage/Volumen an gekauften Verbrauchsmaterialien gekoppelt mit den Anforderungen ihres Transports und Handhabung (OPEX).
Armselige Offenlegung des Säure-Verbrauchs und dazu in Verbindung stehende Flowsheet-Parameter sollten in Bezug auf die wirtschaftliche Realisierbarkeit eines Projektes als “rote Flagge” erkannt und gebranntmarkt werden. Daher empfehle ich ausdrücklich, dass Sie beim nächstmaligen Lesen einer PEA (“Preliminary Economic Assessment”), PFS (“Prefeasibility Study”) oder FS (“Feasibility Study”; Machbarkeitsstudie) auf Folgendes emsig achten:
1. Ob das Erz zu einem Mineral-Konzentrat veredelt werden kann, und wenn ja, wie hoch der Gehalt des Mineral-Konzentrates ist.
2. Der Säure-Verbrauch in der Extraktionsphase (relativ zu pro Tonne verarbeitetes Erz).
3. Die gesamte Tonnage/Volumen an Säure, die in der Extraktionsphase benötigt wird. Und:
4. Die gesamte Tonnage/Volume an zu kaufendem Calciumoxid (oder Ähnliches), das für die Neutralisierung benötigt wird.
Derartige Offenlegungen würden eine gute erste Indikation der wirtschaftlichen Realisierbarkeit und Flexibilität des Projektes als Ganzes geben. Ich schlage vor, dass der Mangel an derartiger Offenlegung als negativer Indikator gewertet werden sollte.
Während ich weiterhin die öffentlich zugänglichen Daten der REE-Projekte studiere, kommen ich zu der Feststellung, dass das Unternehmen mit der grössten Transparenz in Hinsicht auf ihren Flowsheet und ihrer Geschäftsstrategie Commerce Resources Corp. ist. Dieses Unternehmen hat seit Projektstart an ihrer Geschäftsstrategie festgehalten, einen strategischen Joint-Venture Partner zu finden, um Shareholder Value (Aktionärsvermögen) zu maximieren, wobei zudem ein kostengünstiges Flowsheet demonstriert wird, was Vielseitigkeit in der Eliminierung von Projektrisiken durch robuste Wirtschaftlichkeit und eines marktfähigen REO-Zwischenproduktes erlaubt.
Aus diesen Gründen ist Commerce Resources Corp. und ihre Ashram REE-Lagerstätte meine Nummer 1 im REE-Markt bzw. das Unternehmen, das wahrlich Aussicht auf Erfolg (d.h. Entwicklung zur Mine) hat.
ZUSATZ-INFORMATIONEN
Hintergrundwissen

Wir haben alle zumindest schon einmal von der pH-Skala gehört, sprich eine Maßeinheit mit einer Skala von 0 bis 7 bis 14 (“basisch” bzw. “alkalisch”), wobei Wasser nahezu neutral (pH 7) sein sollte. Allerdings wird die pH-Skala akkurater als eine Messung der Konzentration von gelösten Wasserstoff- (“hydrogen”) Ionen (H+) erklärt. Säuren machen den pH-Wert niedriger, da sie in Wasser zerfallen bzw. dissoziieren und die Wasserstoff-Ionen in Lösung bringen (z.B. HCl ? H+ + Cl-).
Alternativ machen Basen den pH-Wert höher, da sie in Wasser dissoziieren und die Hydroxid-Ionen in Lösung bringen (z.B. NaOH ? Na+ + OH-). Wasserstoff-Ionen und Hydroxid-Ionen können miteinander reagieren und Wasser bilden (OH- + H+ ? H2O). Säuren und Basen können sich somit gegenseitig neutralisieren (also einen pH-Wert von 7 erreichen), wenn die Anzahl der Wasserstoff-Ionen (H+) der Anzahl an Hydroxid-Ionen (OH-) entspricht.
Die Bezeichnung “Säure” oder “Base” ist stets eine Verallgemeinerung, da sie eine Vielzahl von einzigartigen und korrosiven(Säure)/kaustischen(Base) Chemikalien mit sich bringen (meist in flüssigen Lösungen). Säuren und Basen können auch als schwach oder stark bezeichnet werden, und zwar basierend auf ihrer Tendenz, in Wasser zu dissoziieren (ionisieren); schwache Säuren/Basen dissoziieren nur teilweise, während starke Säuren/Basen vollständig dissoziieren (z.B. HCl(Säure) ? H+ + Cl-, NaOH(Base) ? Na+ + OH-).
Einige Säuren und Basen werden von uns im Alltag benutzt und sind ungefährlich. Essig zum Beispiel ist nur eine 5-8%ige Lösung von Essigsäure und Wasser mit einem pH-Wert von 2,4-3,4. Ferner ist eine verwässerte Lösung (10% Konzentration) von Salzsäure (HCl) eine gebräuchliche Arbeitshilfe für Geologen im Einsatz, um Dolomit (schwaches bis kein Aufschäumen/Aufbrausen) von Calcit (starkes Aufschäumen) zu unterscheiden, da HCl mit den Mineralen reagiert und CO2 freisetzt. Backpulver/Natron (Natriumbicarbonat) ist eine Base, die im Haushalt als Putzmittel und zur Geruchskontrolle gebraucht wird.
Andere starke Säuren wie Schwefelsäure und Fluorwasserstoffsäure (Flusssäure), oder starke Basen wie Natriumhydroxid (Natronlauge) werden in der Industrie rege benutzt und verlangen extrem sorgfältige Handhabung, da sie Materialien und/oder Menschen stark verätzen können.
Die Verwendung von sowohl Säuren als auch Basen in einem REE-Flowsheet ist allgegenwärtig, wobei beide potentiell grosse Auswirkungen auf die Vorab-Kapitalaufwendungen (CAPEX) und Betriebskosten (OPEX) von einem Projekt haben.
Technische Analyse
Der neue Aufwärtstrend vom Aktienkurs an der TSX.V begann im Dezember 2013 dank der Bekanntgabe von Commerce Resources Corp., einen “metallurgischen Durchbruch” erzielt zu haben. Dieser Aufwärtstrend findet innerhalb dem (grünen) Trendkanal statt. Nach starken Anstiegen tendiert der Kurs, seitlich unterhalb den (roten) Widerständen zu konsolidieren. Sobald ein (roter) Widerstand erfolgreich gebrochen/überstiegen wurde, generiert sich ein starkes Kaufsignal, vor allem wenn der Kurs gleichzeitig zu Ende konsolidiert hat und an den unteren (grünen) Trendkanälen angekommen ist. Da der Kurs soeben auf die unterste (grüne) Unterstützung gefallen ist, erwarten wir den Beginn eines starken Aufwärtstrends, sobald der (rote) Widerstand überstiegen ist. In einem solchen Falle antizipieren wir, dass der Aktienkurs alsdann zu den oberen (grünen) Trendkanälen ansteigt.

Relativ zum HUI-Minenindex konnte die Aktie von Commerce den HUI in den letzten 12 Monaten um 232% outperformen bzw. in den Schatten stellen, was ein Beweis dafür ist, dass fundamental starke Rohstoff-Entwicklungsprojekte aufwerten können – unabhängig davon, was die zugrundeliegenden Rohstoffpreise machen. Das CCE/HUI-Ratio gewinnt typischerweise dann stark an Zugkraft, sobald die (grüne) Unterstützung erreicht wurde und die Konsolidierung unter dem (roten) Widerstand abgeschlossen ist. Die Begleitindikatoren MACD, Stochastik, RSI, CMF und Accumulation Distribution indizieren ebenfalls einen baldigen Aufwärtstrend des Aktienkurses.

Disclaimer: Der Autor, Stephan Bogner (Dipl. Kfm., FH), hält Aktien von Commerce Resources Corp., könnte diese Aktien jederzeit wieder verkaufen und würde somit von einem Aktienkursanstieg profitieren. Weder Rockstone Research noch der Autor wurde von Commerce Resources Corp. beaufragt oder entschädigt wurde, diesen Inhalt zu produzieren und zu veröffentlichen. Bitte lesen Sie den vollständigen Disclaimer in dem vollständigen Research Report (siehe PDF unten) und auf www.rockstone-research.com da ein Interessenskonflikt mit Zimtu Capital Corp. vorherrscht und dies in keinster Weise als „Finanzanalyse“ oder „Anlageberatung“ zu werten ist.